Ottimizzazione del consumo di foil nella stampa a caldo: stampa in ortogonale
scritto mercoledì 16 Agosto 2023
La stampa a caldo è una lavorazione di allestimento che consente di trasferire un foil metallico tramite un cliché in magnesio, attraverso una macchina a cilindri rotativi. L'applicazione dell'elemento di contrasto (foil) va a verificarsi grazie alla combinazione di pressione, calore e velocità di distacco.
A seconda dei casi e dalle possibilità di montaggio offerte dalla macchina di stampa, il foil può essere montato nel verso di scorrimento della bobina di carta oppure ortogonalmente ad esso, cioé perpendicolare al senso di stampa. Il montaggio ortogonale del foil è possibile quando la lamina ha un'altezza e una larghezza inferiore alla superficie dell'etichetta e permette (quando consentito) di contenere i consumi e gli sprechi in maniera più efficace rispetto al montaggio tradizionale.
CASO A)
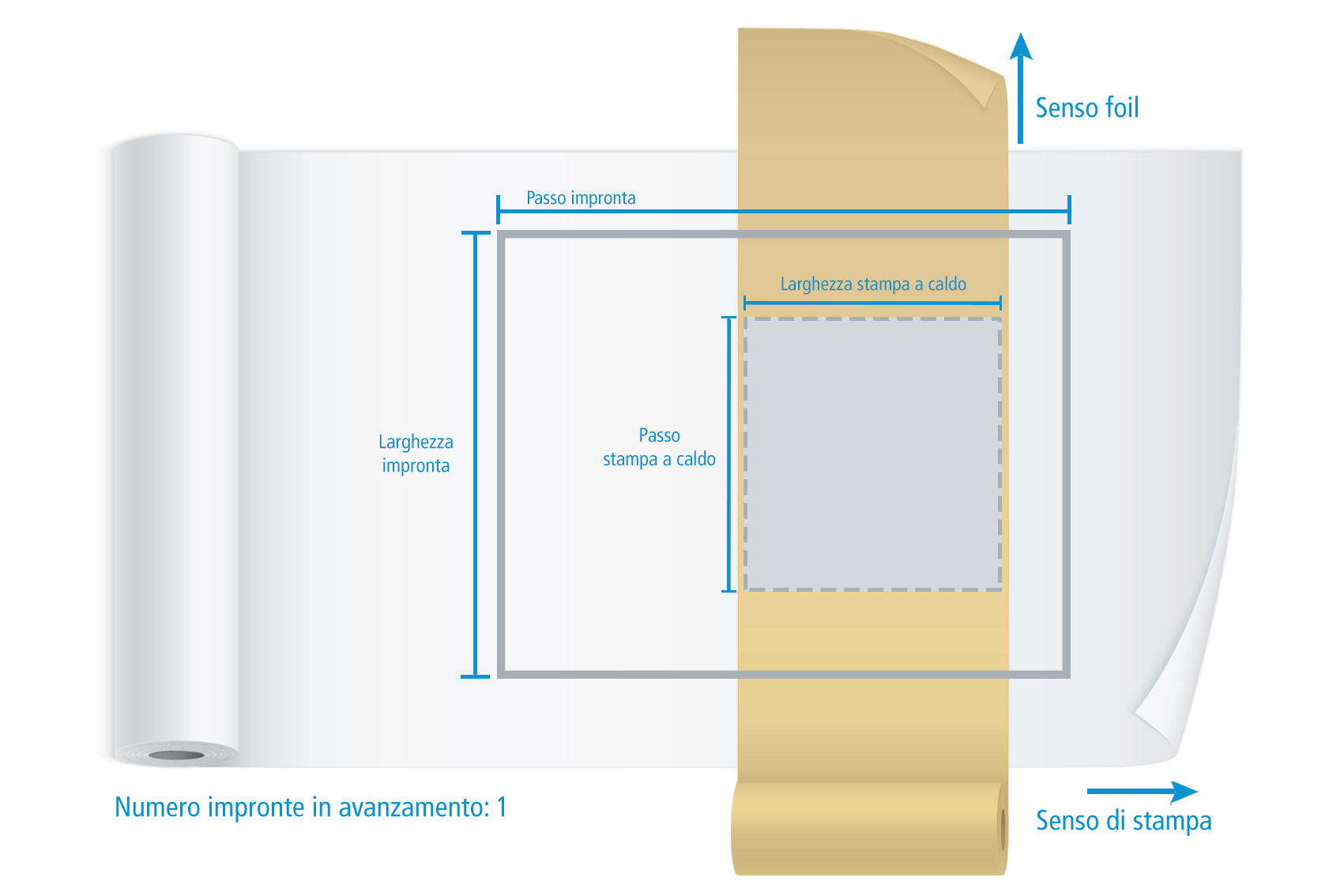
Abbiamo un'impronta in avanzamento e una porzione di etichetta in cui verrà applicato il foil montato in senso ortogonale. In questo caso, se la macchina consente una velocità di stampa a caldo diversa dalla velocità di stampa, l’ottimizzazione della stampa a caldo è sempre possibile e il consumo di foil coinciderà con la misura del passo di stampa a caldo moltiplicato per il numero di etichette.
ESEMPIO: Supponiamo di dover stampare n. 1000 etichette che hanno un formato impronta (larghezza x passo) 80x100 mm e un formato di stampa a caldo (larghezza x passo) 50x50 mm.
In questo caso il consumo di carta utile alla produzione sarà uguale al passo di stampa dell’etichetta (100 mm) per il numero delle etichette, ovvero di circa 100 metri lineari.
Allo stesso modo, il consumo del foil sarà uguale al passo di stampa a caldo (50 mm) per il numero di etichette, ovvero circa 50 metri.
| Caso A: Ottimizzabile | |
| Etichette da produrre | 1000 pz |
| Passo etichetta di stampa | 100 mm |
| Passo stampa a caldo | 50 mm |
| Consumo di carta adesiva | 100 ml |
| Consumo di foil stampato a caldo ortogonalmente | 50 ml |
CASO B)
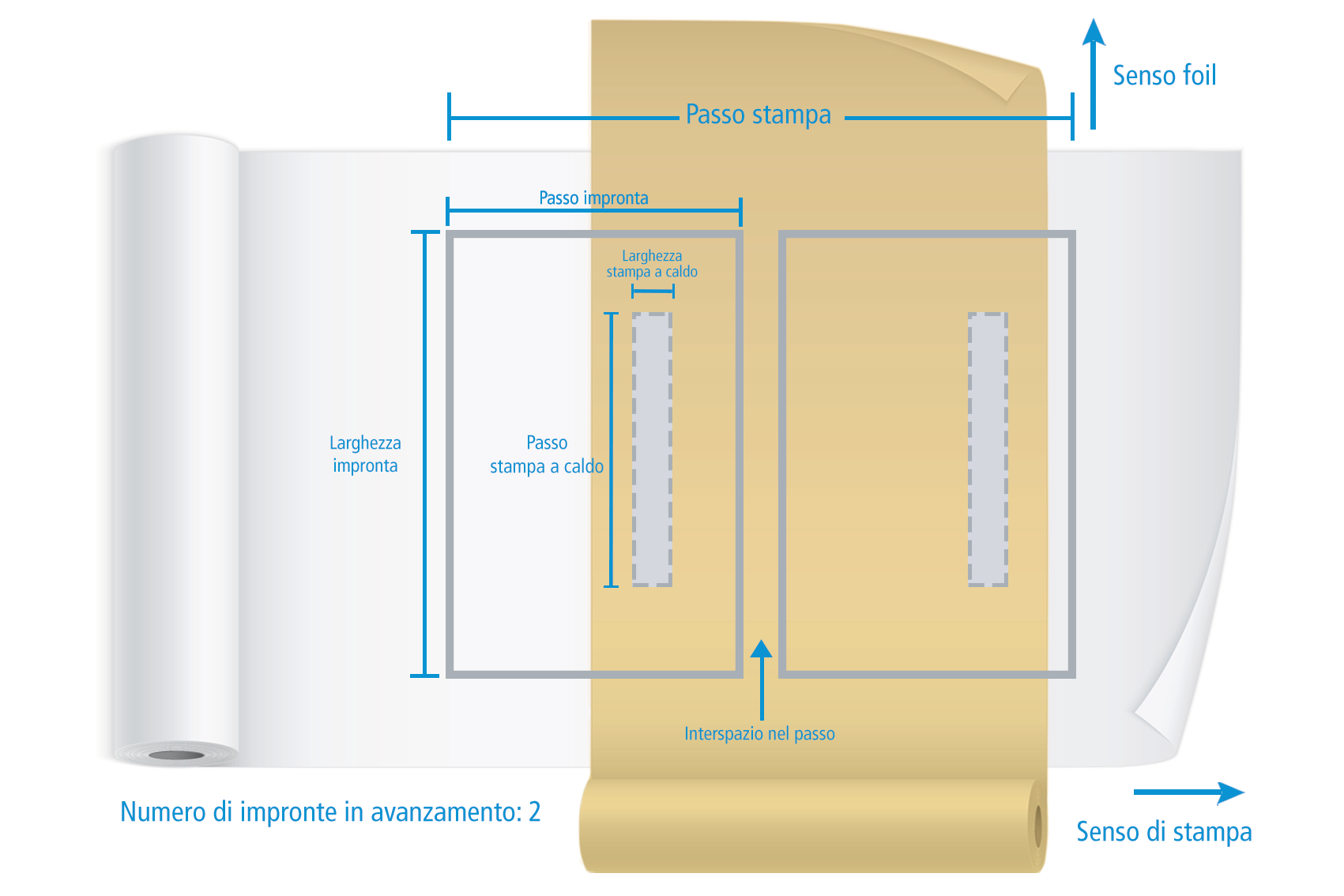
Ci troviamo nella situazione in cui abbiamo più impronte in avanzamento di stampa (2) e un'impronta in avanzamento di stampa a caldo ortogonale.
In questo caso l’ottimizzazione del foil è possibile e il consumo di foil si calcola moltiplicando il passo di stampa a caldo per il numero di etichette.
ESEMPIO: Supponiamo di dover stampare 1000 etichette con una resa di 2 impronte in avanzamento di stampa e interspazio nel passo di 2mm. Ogni impronta ha un formato di stampa (larghezza x passo) 100x60 mm e un formato di stampa a caldo (larghezza x passo) di 10x40 mm ciascuna.
In questo caso il consumo di carta utile alla produzione sarà uguale al passo di stampa dell’etichetta (100 mm) + interspazio nel passo per il numero delle etichette, ovvero di circa 102 metri lineari, mentre il consumo del foil sarà uguale al passo di stampa a caldo (50 mm) per il numero di etichette, ovvero circa 50 metri.
| Caso B: Ottimizzabile | |
| Etichette da produrre | 1000 pz |
| Passo etichetta di stampa | 60 mm |
| Interspazio etichetta di stampa | 2 mm |
| Passo stampa a caldo | 40 mm |
| Consumo di carta adesiva | 102 ml |
| Consumo di foil stampato a caldo ortogonalmente | 50 ml |
CASO C)
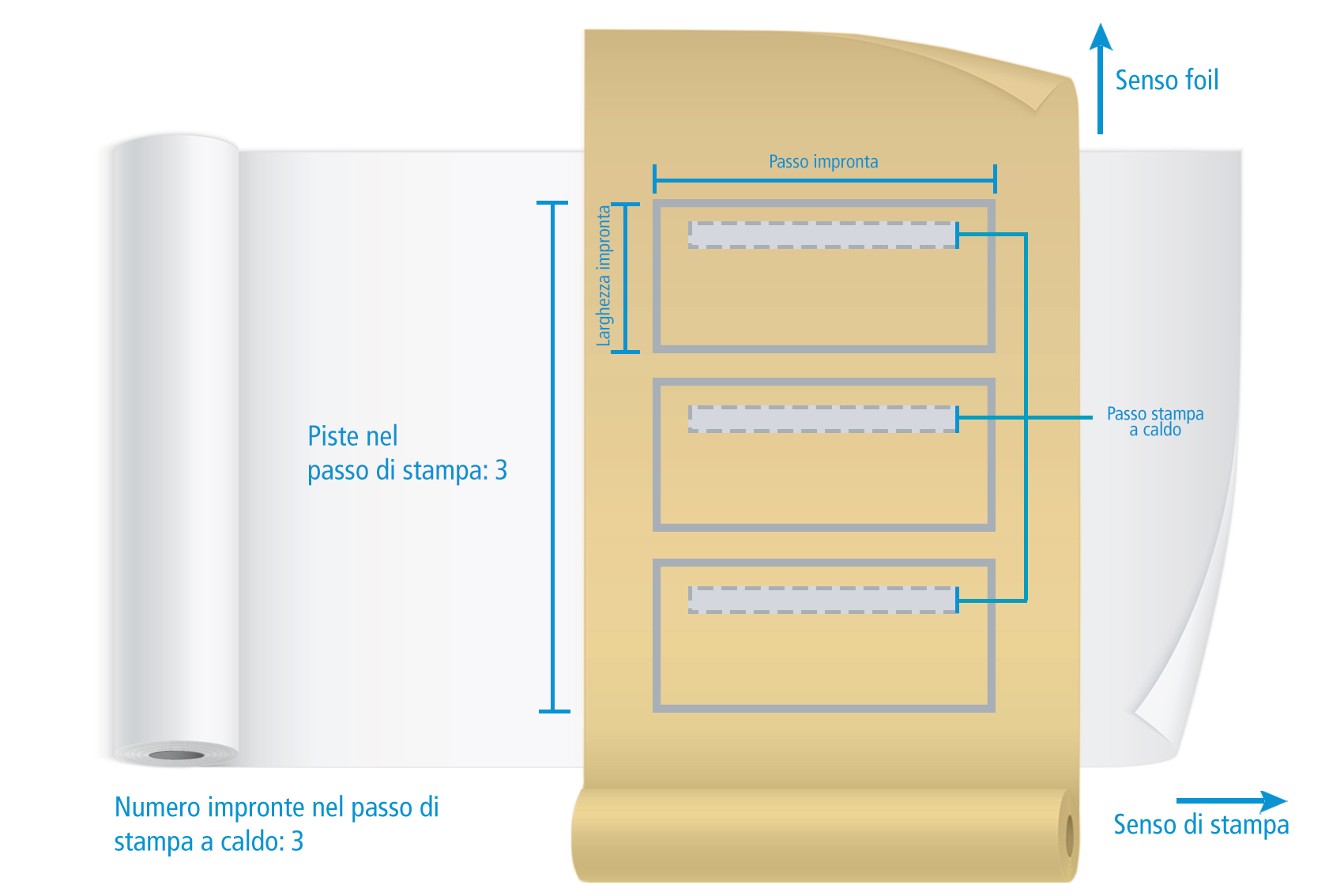
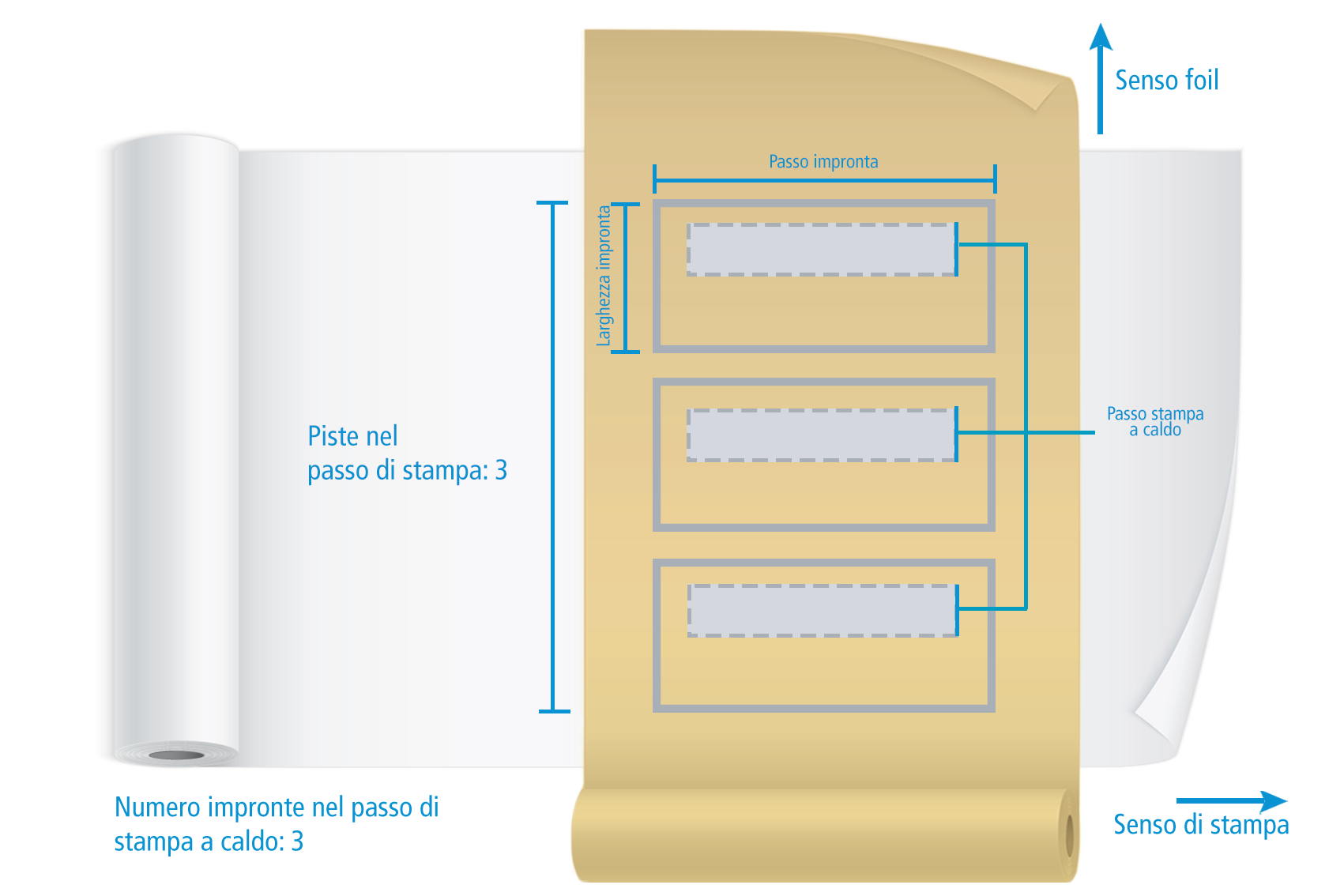
Ci troviamo ora invece nella situazione in cui abbiamo 3 piste di stampa con un'impronta in avanzamento e, di conseguenza, 3 impronte in avanzamento nel senso di stampa a caldo ortogonale.
In questo caso l’ottimizzazione del foil è possibile se è verificata la condizione:
| Passo stampa a caldo < | Larghezza impronta |
| numero impronte in avanzamento stampa a caldo |
ESEMPIO: dobbiamo stampare 1000 etichette con una resa di stampa di 3 impronte con 3 piste di stampa (quindi con una impronta nel passo di stampa). Ogni impronta ha un formato di stampa (larghezza x passo) 60x100 mm e un formato di stampa a caldo (larghezza x passo) di 60x10 mm. In questo caso, la stampa a caldo ortogonale è ottimizzabile poiché il passo della stampa a caldo (10mm) è minore della larghezza impronta (60mm) diviso il numero di impronte in avanzamento nel passo di stampa a caldo.
| Caso C: Ottimizzabile | |
| Etichette da produrre | 1000 pz |
| Larghezza etichetta di stampa | 60 mm |
| Passo etichetta di stampa | 100 mm |
| Passo stampa a caldo | 10 mm |
| Consumo di carta adesiva | 100 ml |
| Consumo di foil stampato a caldo ortogonalmente | 10 ml |
CASO D)
Ci troviamo nella stessa situazione del caso C).
In questo caso, però, l’ottimizzazione del foil non è possibile in quanto non è verificata la condizione:
| Passo stampa a caldo < | Larghezza impronta |
| numero impronte in avanzamento stampa a caldo |
ESEMPIO: Supponiamo di dover stampare 1000 etichette con una resa di stampa di 3 impronte con 3 piste di stampa (quindi con una impronta nel passo di stampa). Ogni impronta ha un formato di stampa (larghezza x passo) 60x100 mm e un formato di stampa a caldo (larghezza x passo) di 80x40 mm. In questo caso, non essendo verificata la condizione per il passo della stampa a caldo (40mm) deve essere minore della larghezza impronta (60mm) diviso il numero di impronte in avanzamento della stampa a caldo (3), la stampa a caldo ortogonale non è ottimizzabile, dunque il consumo del foil coinciderà con la larghezza dell’etichetta moltiplicato per il numero di impronte, ovvero circa 60 ml.
| Caso D: Non ottimizzabile | |
| Etichette da produrre | 1000 pz |
| Larghezza etichetta di stampa | 60 mm |
| Passo etichetta di stampa | 100 mm |
| Passo stampa a caldo | 40 mm |
| Consumo di carta adesiva | 100 ml |
| Consumo di foil stampato a caldo ortogonalmente | 60 ml |
Per ragioni di semplificazione gli interspazi e i margini di stampa non sono stati considerati.